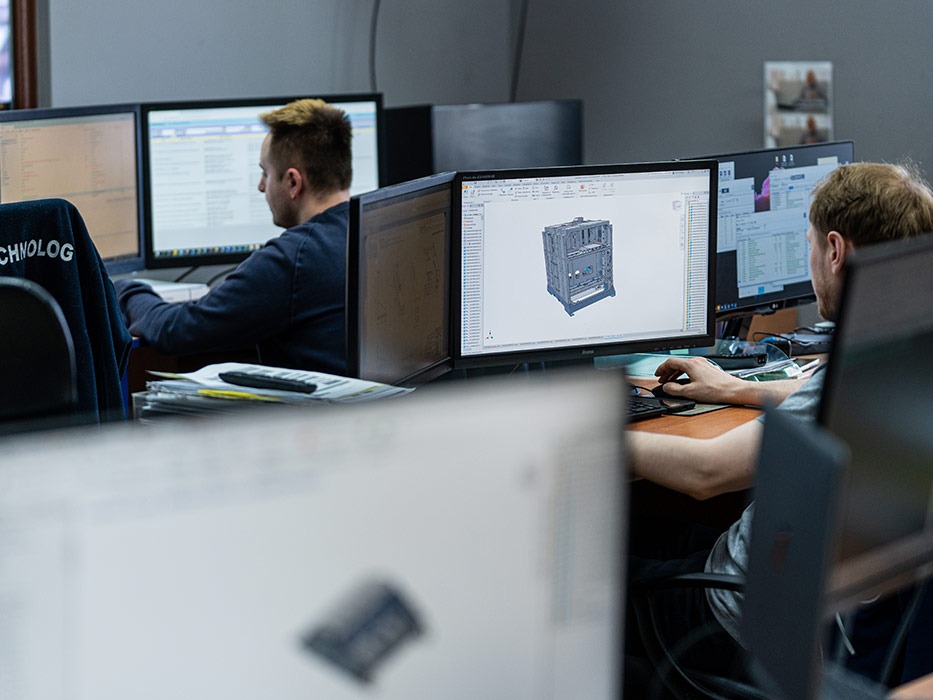
Projektowanie
Dział konstrukcyjno-technologiczny jest odpowiedzialny za kompleksowe przygotowanie produkcji. Obejmuje to etap konstruowania wyrobu poprzedzony przeprowadzeniem analizy FMEA, wyceny, a następnie w przypadku akceptacji klienta proces wdrożenia nowego wyrobu do produkcji.
Na wdrożenie składa się przygotowanie dokumentacji wykonawczej, wykonanie prób oraz zaprojektowanie procesów produkcyjnych.
Podczas projektowania szczególny nacisk jest kładziony na procesy specjalne czyli malowanie, spawanie i klejenie. Odpowiedni specjaliści przygotowują wytyczne dla produkcji oraz odpowiednie plany kontroli.

Obróbka blach

Obróbka blach - gięcie
- Prasa krawędziowa Trumpf TruBend 5170, długość gięcia 3000 mm
- Prasa krawędziowa Trumpf TruBend 5320, długość gięcia 4000 mm
- Prasa krawędziowa Amada HFT130 nacisk 130T, długość gięcia 3000mm
- Prasa krawędziowa Safan E-Brake nacisk 50T, długość gięcia 2050
- Prasa krawędziowa Safan E-Brake Dual Drive nacisk 300T, długość gięcia 4000mm
- Wykrawarka Amada AE 2510 NT


Obróbka blach - wykrawanie


Cięcie laserowe na maszynach
- Trumpf CO2 3040 wymiary stołu 2000x4000
- Trumpf Fiber 5040 wymiary stołu 2000x4000

Obróbka skrawaniem
Obróbka skrawaniem – Frezarki CNC 3 osiowe
- Hartford Tornado – wymiary stołu 1000x4000
- Hartford - wymiary stołu 1600x1300
- Hartford - wymiary stołu 600x800
- Dugart - wymiary stołu 2000x800


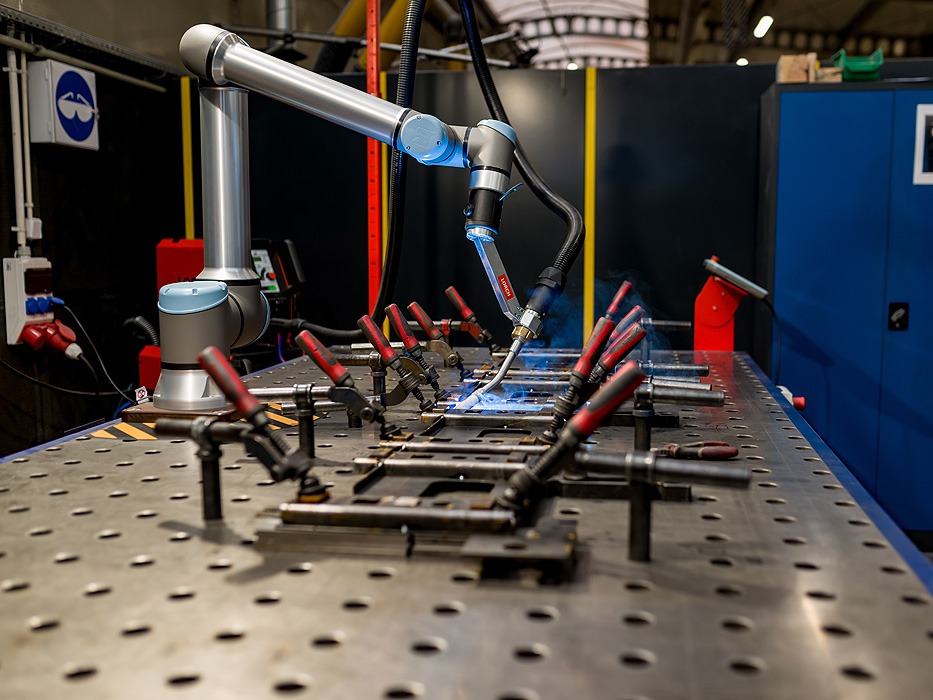
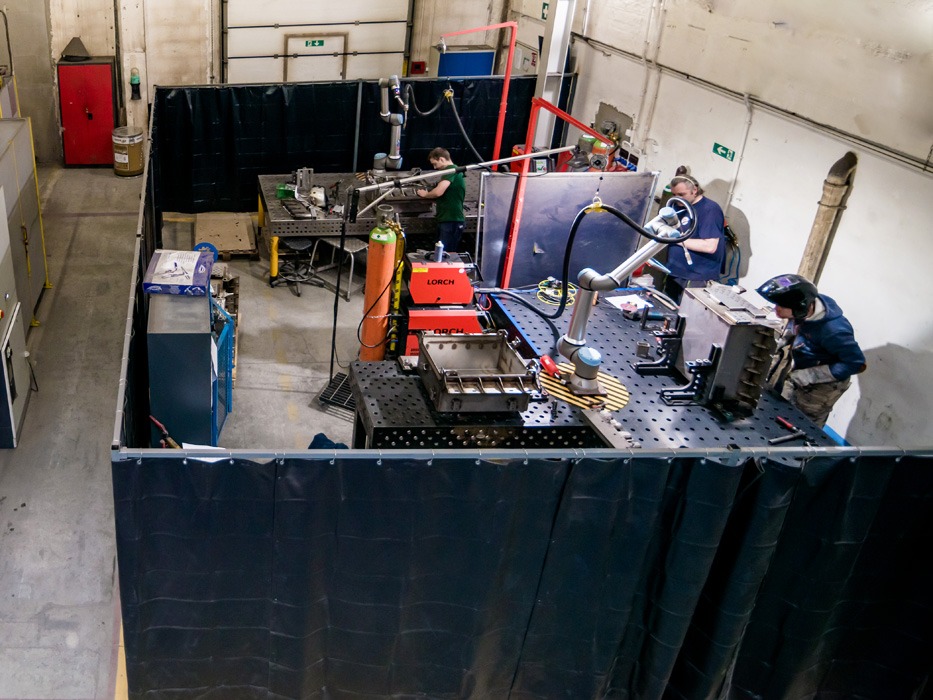
Spawanie
Procesy spawalnicze i zgrzewania są głównym kierunkiem działania naszej firmy. Realizujemy je w oparciu o wdrożone normy normę EN15085-2 "Spawanie pojazdów szynowych i ich części składowych" na poziomie CL1 oraz 3834-2. Obecnie zatrudniamy 60 wysoko wykwalifikowanych spawaczy. Spawanie odbywa się w metodach MAG, MIG oraz TIG.
Nadzór nad procesem spawanie jest prowadzony przez wykwalifikowaną kadrę z uprawnieniami IWE oraz IWS. Natomiast kontrolę złączy spawanych realizują osoby z uprawnieniami VT, PT oraz MT.
Spawanie manualne




Spawanie zrobotyzowane

Spawanie laserowe


Spawanie orbitalne rur


Montaż
Proces montażu i integracji obejmuje zarówno proste montaż mechaniczny jak nitowanie, czy skręcanie śrubami aż do montażu mechatroniki.




Klejenie
Proces klejenia jest realizowany w oparciu o normę DIN6701 na poziomie A2. Kleimy zarówno aluminium jak i stal czarną i nierdzewną. Pracujemy przy wykorzystaniu klejów jednoskładnikowych oraz wieloskładnikowych.
Nadzór nad procesem klejenia jest prowadzony przez specjalistę z uprawnieniami EAS.


Pasywacja stali nierdzewnej
Pasywacja stali nierdzewnej (austenitycznej) wykonywana jest metodą zanurzeniową.
Wymiary wanien to 2500 x 800 x 700.

Malowanie proszkowe i natryskowe
Malowanie proszkowe jest realizowane na półautomatycznej linii. Przygotowanie powierzchni odbywa się za pomocą chemicznych procesów chromianowania i pasywacji. Wymiary kabiny malarskiej:
- wysokość - 1800 mm
- szerokość - 1000 mm
- długość - 3250 mm
Dodatkowo proces malowania proszkowego aluminium został zatwierdzony przez klienta finalnego Deutsche Bahn i potwierdzony właściwym certyfikatem.
Malowanie natryskowe jest realizowane w kabinie o wymiarach:
- wysokość – 4000 mm
- szerokość – 2900 mm
- długość – 6900 mm
Przygotowanie powierzchni do malowania odbywa się za pomocą obróbki ściernej przez śrutowanie lub korundowanie. Firma dysponuje śrutownicą komorową, taśmową oraz kabiną do śrutowania ręcznego.







Kontrola jakości
Dział zapewnienia jakości oprócz standardowej weryfikacji parametrów wymiarowych gotowego wyrobu zajmuje się przede wszystkim kontrolą stabilności procesów produkcyjnych. Przy wykorzystaniu takich narzędzi jakościowych jak 5Why, 8D czy Ishikawa zbierane są źródłowe przyczyny niezgodności które następnie zostają segregowane wg odpowiednich kryteriów. Wówczas zgodnie z zasadą Pareta eliminowane są przyczyny które wywołują najwięcej niezgodności.
Każdy nowy wyrób przechodzi kompleksowy proces FAI (First Article Inspection). Na tej podstawie określane są krytyczne parametry wyrobu które wraz z danymi zebranymi podczas wykonywania procesy FMEA służą do stworzenia odpowiedniego planu kontroli wyrobu który określa zakres, metodę i częstotliwość przeprowadzanej kontroli.
Kadrę działu zapewnienia jakości stanowią doświadczeni inżynierowie jakości z uprawnieniami do kontroli złączy spawanych w zakresie VT (visual testing), PT (penetral testing) oraz MT (magnetic testing). Wszystkie wyroby spawane przechodzą drobiazgową weryfikację jakościową wg wymagań klienta. Dodatkowo jeśli jest to wymóg klienta firma wykonuje we własnym zakresie badania makro spoin.





Logistyka
- Just in Time (bezpośrednia dostawa na linię montażową klienta)
- Kitting
- Kanban
- Call-Off
- Zapasy konsygnacyjne
- Prognoza krocząca
- Części zamienne
- Opakowania zwrotne